浙江东盛精密机械有限公司专门为您展示球轴承内圈沟道磨床,调心轴承内圈滚道磨床,关节轴承和市尺轴承内球面磨床等相关方面的信息,请您关注我们!


新闻动态
联系我们
浙江东盛精密机械有限公司首页 > 行业动态 > 广东圆柱滚子球基面磨床的特点介绍
浙江东盛精密机械有限公司专门为您展示球轴承内圈沟道磨床,调心轴承内圈滚道磨床,关节轴承和市尺轴承内球面磨床等相关方面的信息,请您关注我们!
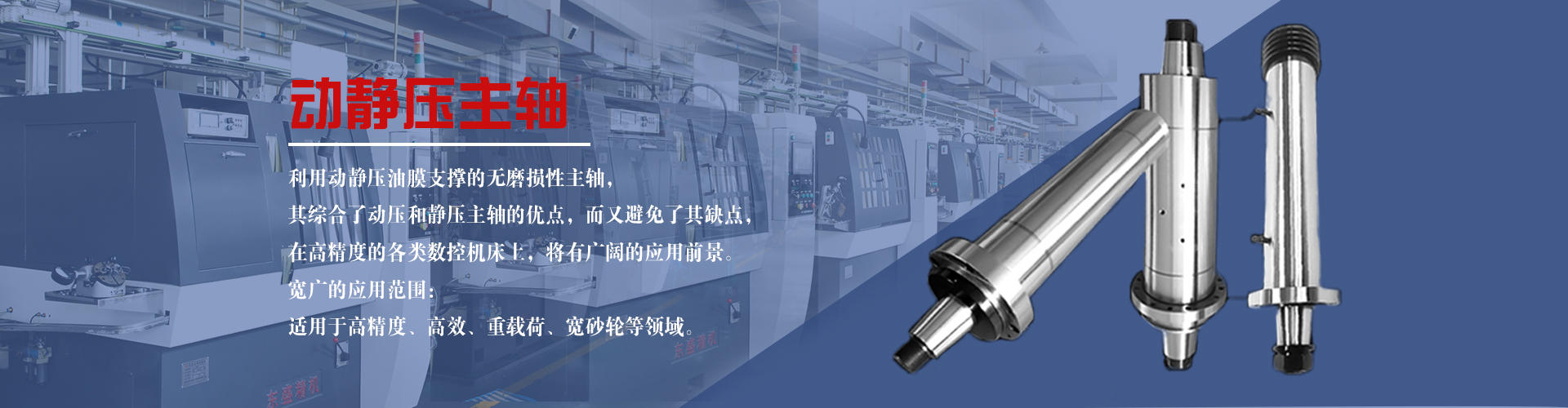
广东圆柱滚子球基面磨床是专门用于加工圆柱滚子球基面(即滚子两端面的圆弧面)的高精度磨床,其设计结合了圆柱滚子几何特性与表面质量要求,通过精密磨削工艺实现球基面的高精度、高一致性加工。以下是该类磨床的核心特点及技术优势的详细介绍:
一、高精度加工能力
球基面几何精度控制
圆弧半径精度:通过高刚性砂轮主轴(通常采用动静压轴承或气体静压轴承)和精密数控系统,可实现球基面圆弧半径的±0.5μm级精度控制,满足高端轴承(如汽车轮毂轴承、风电主轴轴承)对滚子接触应力的严苛要求。
表面粗糙度:采用超细粒度(如#10000)陶瓷结合剂砂轮或金刚石砂轮,配合高精度修整技术(如激光修整或在线电解修整),可使球基面表面粗糙度达到Ra0.05μm以下,显著降低滚动摩擦和磨损。
对称性保证:通过双砂轮同步磨削或单砂轮两次进给工艺,确保球基面两端圆弧的对称性误差(如≤1μm),避免滚子在轴承中产生偏载。
尺寸一致性控制
在线测量反馈:集成激光干涉仪或高精度位移传感器,实时监测球基面直径和圆弧高度,通过闭环控制系统自动补偿砂轮磨损或工件装夹误差,实现批量加工尺寸分散度≤0.8μm。
自适应磨削:根据滚子材料(如GCr15轴承钢、陶瓷)和硬度(HRC60~65)自动调整磨削参数(如砂轮线速度、进给率),确保不同批次工件的尺寸一致性。
二、高效加工性能
高速磨削技术
砂轮线速度:采用高速电主轴(转速可达120m/s以上),结合CBN(立方氮化硼)或金刚石砂轮,显著提高材料去除率(MRR),单件加工时间可缩短至10~15秒(传统磨床需30秒以上)。
冷却液优化:高压(≥10MPa)内冷却系统将冷却液精准喷射至磨削区,有效降低磨削温度(<80℃),减少热变形对精度的影响,同时延长砂轮寿命。
多工位复合加工
上下料自动化:通过桁架机械手或关节机器人实现滚子的自动装夹、磨削和下料,减少人工干预,生产节拍可达4件/分钟(单台设备)。
双端同步磨削:部分机型配备双砂轮主轴,可同时加工滚子两端球基面,进一步提高生产效率(较单端磨削提升50%以上)。
三、高刚性结构设计
床身与立柱
材料选择:采用天然花岗岩或高强度铸铁(如HT300)经时效处理,消除内应力,确保长期使用不变形。
结构优化:立柱与床身采用整体铸造或焊接结构,结合有限元分析(FEA)优化筋板布局,提高抗振性(固有频率>1000Hz),抑制磨削振动对表面质量的影响。
导轨与传动系统
直线导轨:X/Z轴采用高精度滚柱直线导轨(如THK SHS系列),摩擦系数低(μ≤0.003),定位精度可达±0.5μm/1000mm。
伺服电机与滚珠丝杠:搭配高响应伺服电机(如安川Σ-7系列)和预拉伸滚珠丝杠(导程4mm),实现微米级进给控制(最小进给量0.1μm)。
四、智能化控制功能
数控系统集成
多轴联动控制:采用西门子840D sl或发那科30i-B等高端数控系统,支持X/Z/C三轴联动(C轴为砂轮修整轴),实现复杂球基面轮廓的精确磨削。
工艺参数库:内置针对不同材料(如GCr15、M50NiL)和硬度(HRC58~65)的磨削参数库,操作人员可通过触摸屏快速调用,减少调试时间。
故障诊断与预测维护
传感器监测:集成振动传感器、温度传感器和电流传感器,实时监测主轴负载、砂轮磨损和冷却液流量,提前预警潜在故障(如砂轮堵塞、主轴轴承磨损)。
远程运维:支持工业互联网(IIoT)协议(如OPC UA),可与工厂MES系统对接,实现设备状态远程监控和工艺数据追溯。
五、模块化与可扩展性
砂轮修整模块
金刚石滚轮修整:可选配在线金刚石滚轮修整装置,通过C轴旋转实现砂轮轮廓的精确修整(修整精度≤0.5μm),适应不同球基面半径的加工需求。
激光修整技术:部分高端机型采用激光修整系统,通过高能激光束熔化砂轮表面结合剂,实现无接触修整,避免修整工具磨损对砂轮轮廓的影响。
工装夹具扩展
快速换模系统:设计模块化工装夹具(如液压涨套、电磁吸盘),支持5分钟内完成不同规格滚子的换型,满足小批量多品种生产需求。
特殊工件适配:可定制异形滚子夹具(如圆锥滚子、鼓形滚子),扩展设备加工范围。
球轴承内圈沟道磨床哪家实惠?调心轴承内圈滚道磨床哪家好?关节轴承和市尺轴承内球面磨床怎么样?浙江东盛精密机械有限公司提供球轴承内圈沟道磨床,调心轴承内圈滚道磨床,关节轴承和市尺轴承内球面磨床,

